I started machine work back in the seventies working in the
family business. It was very specialized in that it
was primarily pump parts that were oil field related.
Specifically ball and valve seat rebuilding. My father
had worked in the oil field since the fifties and after
working on drilling rigs for many years eventually started
servicing wells. Over the years he built many contacts
in the pump rebuild shops and started a side business of
rebuilding stainless, alloy and carbide balls and valve
seats. Along the way he took in some lathe work for
parts like machining the cage the ball and seat went in and
brass shear pins. From what I can remember the shear
pins were about a 5/8th threaded pin with a slot cut across
the face for installation. It's the main thing I
remember from those days because it was my first
introduction to the metal lathe. I showed a interest
and he put me to work ;-) I was about ten or eleven
when I first cut threads on those brass rods. I
can still remember the feeling of satisfaction of making my
first part on that old Atlas lathe. My father showed me how
to read the hand dials, read a micrometer and set up the
compound at 29.5 degrees to thread the shaft. He
probably doesn't remember teaching me everything he taught
me back then but I retained most of it. From the lathe
to heat treating and even working on cars and trucks.
When I hit high school he got me in the metal trades classes
with Mr. Kammerdeiner in Natchez, MS. Most of what he
taught was welding but did put some of us on the lathes he
had on hand. They had three or four smaller lathes and
one large Colchester Clausing. He let me and friend of
mine build a cannon on the Colchester. I doubt much of
that goes on anymore ;-) With all that said those
classes introduced me to higher quality lathes. Even
as beat as the smaller lathes were they cut well and were
rigid.
When I got into spring guns back in the early nineties it
was just a matter of time that I would be making parts and
modifying them. I was at that time a full time ASE
master certified auto mechanic. Fixing stuff was in my
blood and the need to "improve on" was a throw back from my
hot rodding days. I called my Dad and he put me in
contact with a business acquaintance that was down sizing
and wanted to sell his Atlas cabinet model. Drove all
the way to Longview TX from Brookhaven MS to pick it
up. Nice as it was it wasn't near as solid as I needed
for the hot roll drops a friend was giving me :-) I
made the move to the Memphis area back in 1998 and sold the
Atlas before moving. I then picked up a nine inch
South Bend from a local machine shop. Nice lathe, very
precise but it didn't like it when I threw large pieces of
metal it way unless I babied it. I picked up a Logan
11 inch lathe as a back up from Jim Maccari not much after
that. I traded him out of it and we met in Durham, NC
and did the swap. I then sold the Logan to buy a
Grizzly 12X36. Decent enough machine and it came well
tooled. Picked up a couple of really large Southbends
along the way as well. I later replaced the grizzly
with a Taiwan built 14X40 lathe that I still have
today. I just sold off a 24X80 Southbend just a few
month's back and the lathe this article is about is the one
that replaced it.
Over the last couple of years I've been wanting to get
something along the lines of one of the American made lathes
I ran back in high school. The Asian built lathes can
certainly pay for themselves but they tend to have a lot of
flex in the apron and cross slide on heavy cutting,
threading and especially parting off. I really didn't
want another lathe with a flat belt so I settled on hunting
down a Standard Modern lathe. They are geared head and
built to last and are made in Ontario Canada. I
initially wanted to pick up a 11X20 Standard Modern but
didn't have much luck finding a decent one. Standard
Modern's primary customers have been the US and Canadian
military so a lot of them can show up on government auctions
north and south of the border but I didn't have much luck
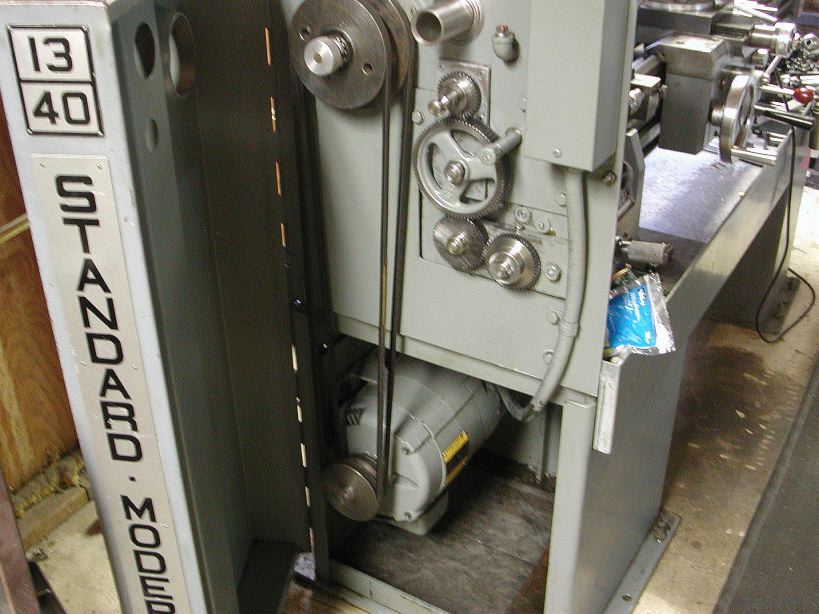
there either. You can find a few 1334 models around
but the 1340 is a heavier floor model that is a little more
rigid than the 1334 but not as common from what I can
tell. I lucked up and found one on Ebay though.
Probably paid too much for it ;-) but I was tired of the
hunt. It was incredibly nasty and well used. The
headstock was nice and quiet and the bed didn't have any
major wear but the cross slide feed screw and nut were worn
completely out, also the motor sounded like it had gravel in
it. The lathe chuck had .020 run out and the tail
stock was so far out of adjustment that it would cut a ten
thousandths taper on a work piece as short as three
inches. The last owner probably didn't need much
accuracy doing whatever he was doing with it from what I
could tell.
So here's my story...
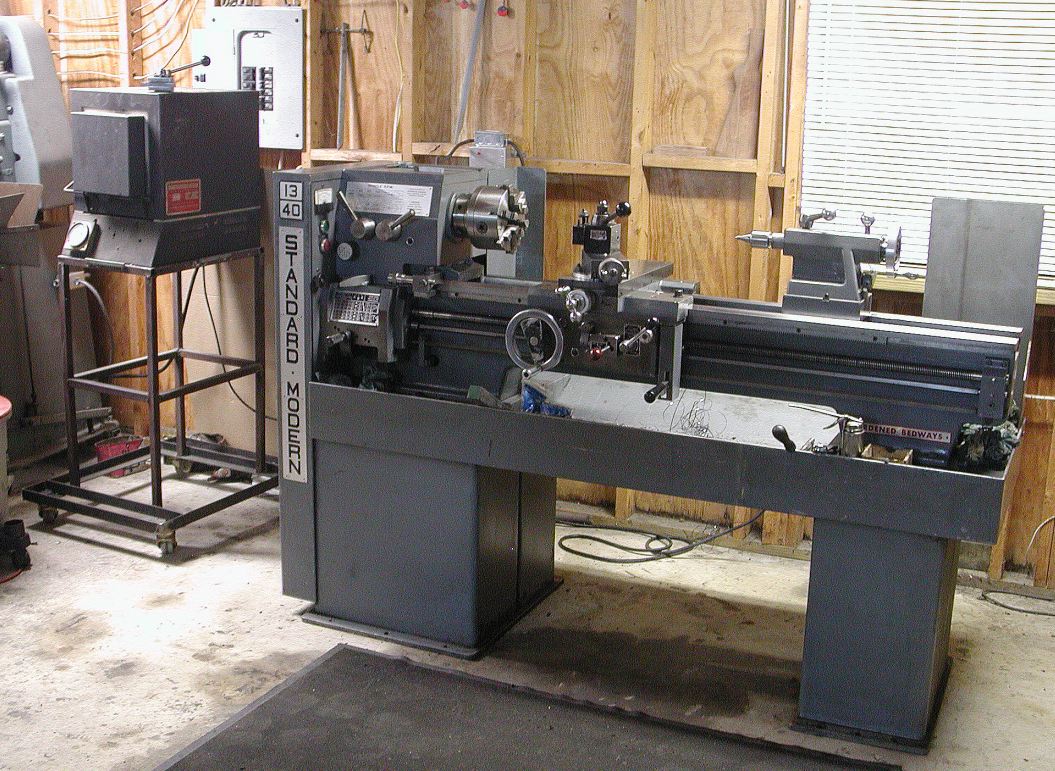
This is right after being being unloaded off the flat bed
and into the shop. I actually had spent four hours
cleaning before unloading it when this shot was taken.
You can see what it looked like before by looking at the
base.
At this point I'm starting the tear down. The cross
slide was full of grit and had never been oiled. The
feed holes from the Git oilers were plugged solid. I
was amazed that the cross slide nut and screw was the only
thing with wear.
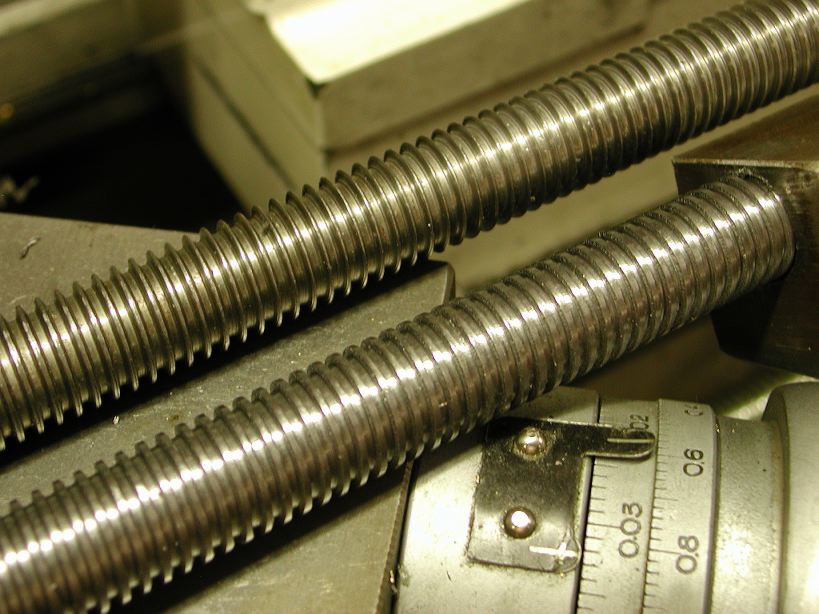
The top screw is the original the bottom was a test run I
did on my Birmingham 1440 out of 12L14 steel I had laying
around. I hadn't cut Acme threads before so I wanted
to do a test run. The one I made next and used was
made from 4140 steel.
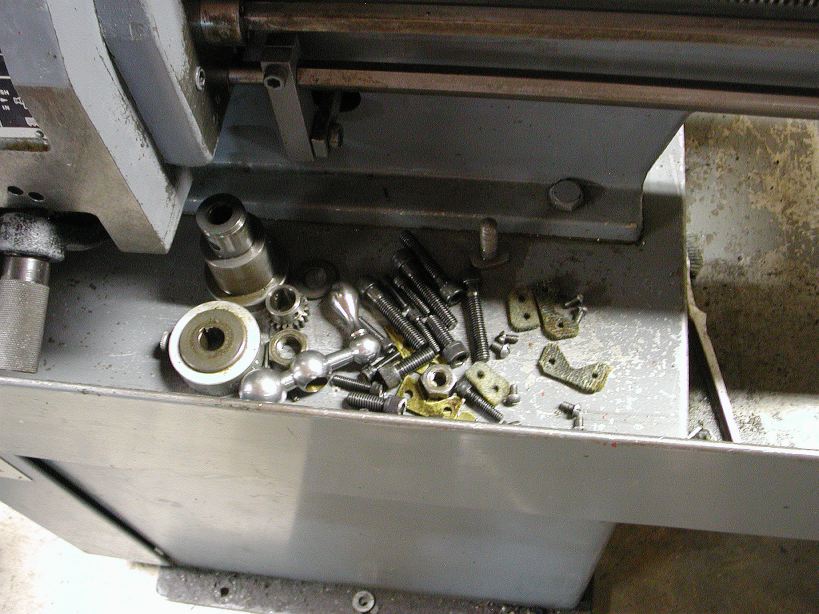
Here's the parts from the cross slide. The previous
owner had only one t-bolt holding the compound. The
other was broken off flush.
This is the carriage re-installed after a thorough
cleaning. The discoloration's you see are from the oil
distribution recesses machined into the cross slide.
Every time the cross slide was left in one spot to long it
would stain from the oil getting old and hard in that one
spot. There wasn't any wear though. I really
should have taken more before pictures ;-) It looked
really really bad before cleaning.
Getting cleaner and coming together :-)
After a clean and relube I reinstalled the micrometer
carriage stop.
Not the best picture but you get the idea. There it
is, a hundred pounds of dirty three phase motor with a bad
bearing in the back of a hole :-(
After removing the motor I pulled the pulley and the front
bearing from the armature. The shaft had turned
slightly blue from the heat. The bearing had spun on
the shaft but I knurled it and it tightened up nicely with
the new bearings in place.
The 1340 motor is a 3hp with a braking unit on the
rear. When you turn it off it stops the armature and
therefore the spindle and chuck from spinning. The
back bearing was OK but I upgraded both to grade three
bearings.
This is after the motor has new bearings and the back of the
lathe has been cleaned up. The top pulleys on the
belts allows you to lock in the low and high range by
pulling or pushing in that knurled aluminum knob and turning
it until it locks. You can do this without opening the
cover. It's a nice touch the the 1340 has.
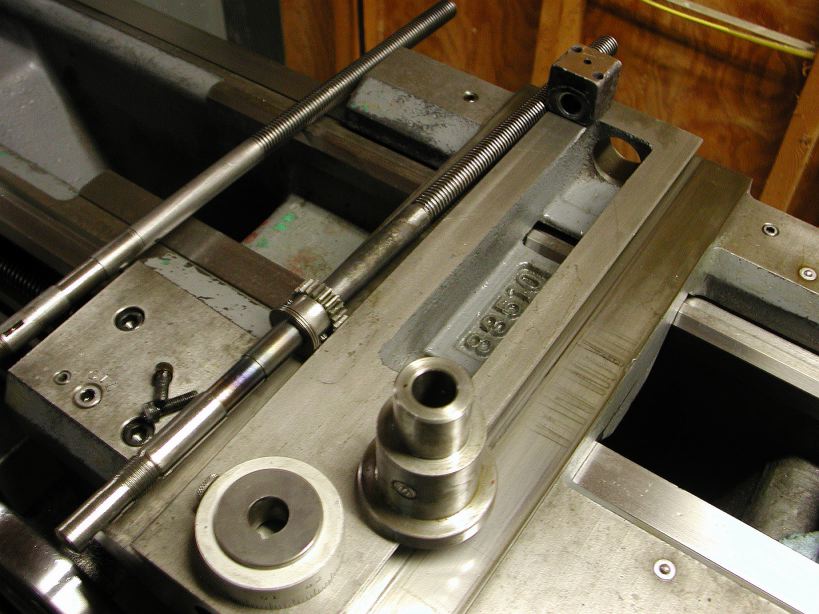
I made the cross feed screw out of 4140. I had some
1018 in the right size for the nut so I would have to case
harden it. It has a left hand 5/8-10tpi. I used a four jaw
on the 1440 to thread it. This is a side by side shot before
hardening. I wish I had a taken a shot of making the
nut.
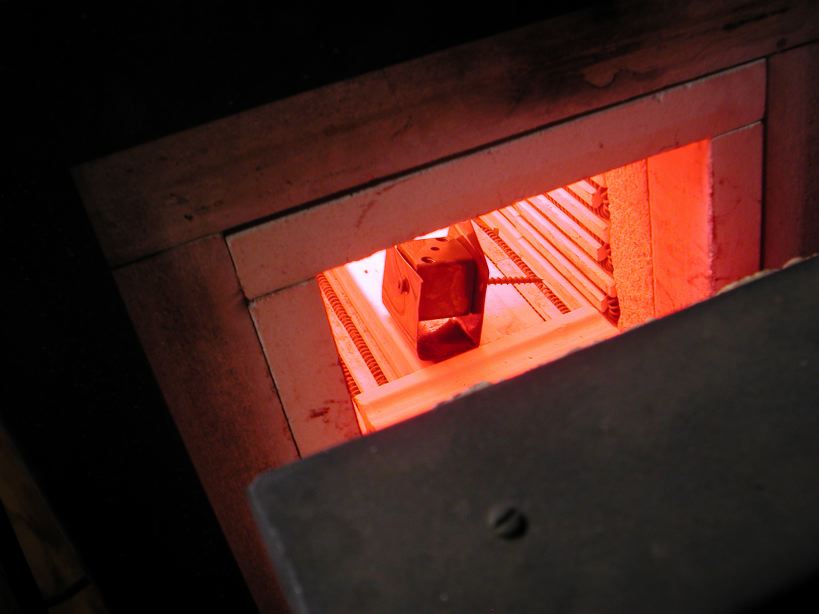
This is my low rent version of a crucible ;-) Don't
laugh! I packed the ID of the hole with Kasenit
and used the stainless to hold it in. I
cooked it at 1650 for about a half hour. The Kasenit
actually leached over the entire part. After quench a
file would just dance off it.
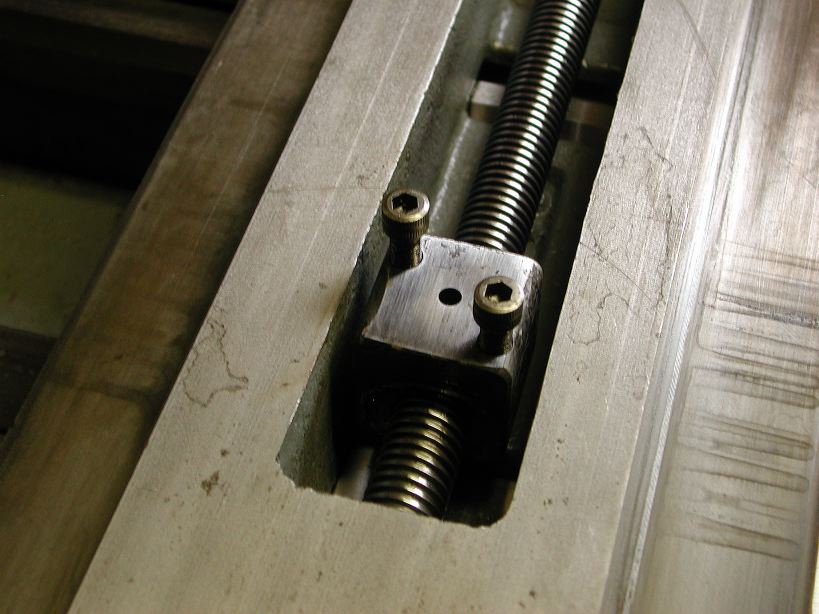
The new 1440 feed screw and half nut after heat
treatment. The threads were left on the tight side and
hand lapped. The cross slide now has less than .002
backlash!
After milling out a T-nut for the compound the internal
threads were cut on my old 1440 with a four jaw.
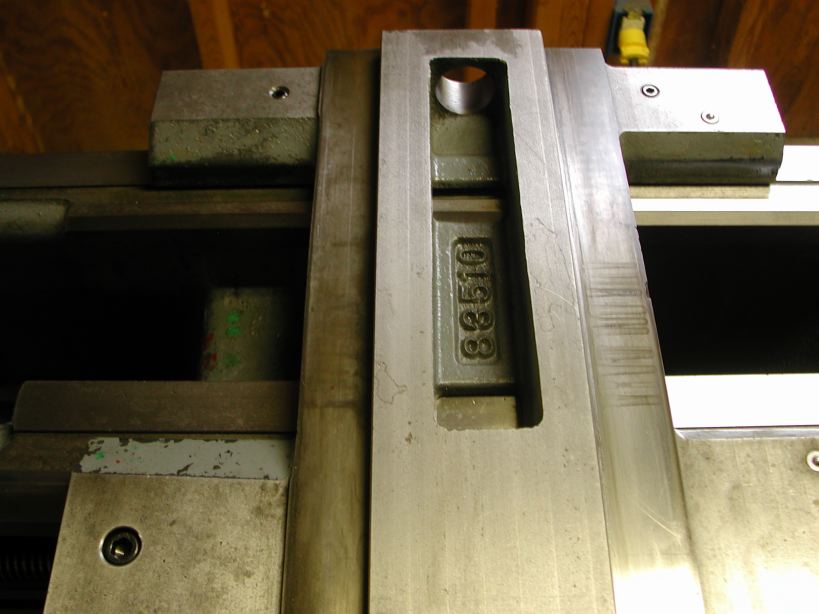
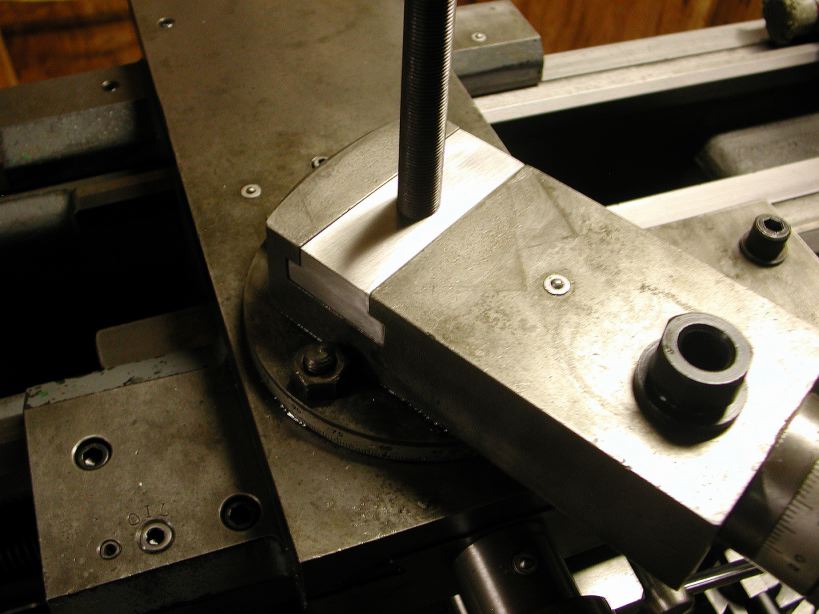
5/8th 18tpi bolt for Aloris tool post. Just checking
the fit before taking it out ;-)
.002 slip fit. It had a very slight tight spot toward
the back side. I actually had to lightly tap it in
place with a rubber mallet.
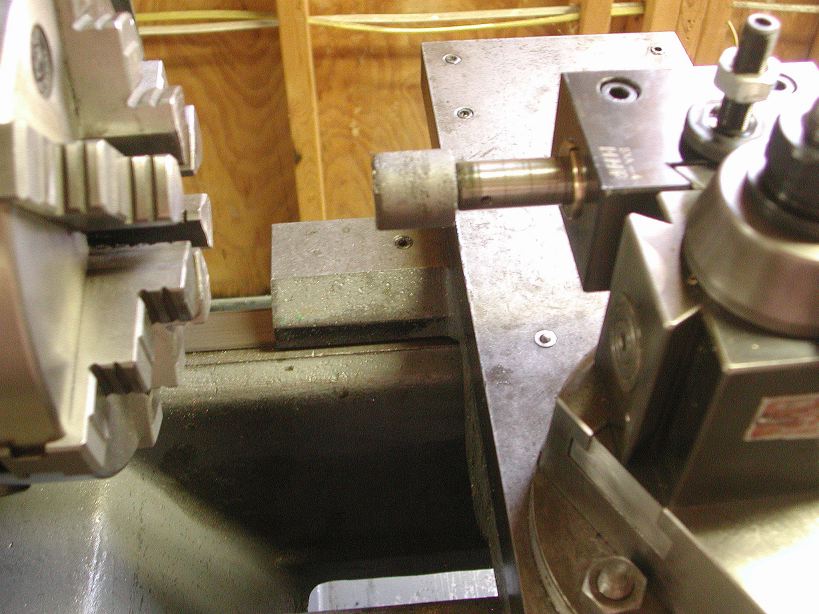
Making chips! I mounted my six jaw from my other lathe
in order to turn the extra t-bolt for the right side of the
compound. This shot was taken right after making it
and installing it. It was made from 1045. I had some
on hand but 1045 is notorious for not cutting as smooth as
4140. I ran the speed up and used carbide. Came
off looking like chrome and parted of like it was feeding
itself in! Very rigid, smooth and accurate lathe
:-) Yes, I stole the nut off the carriage stop but
have since replaced it <G>
This is a boring bar holder I converted to a tool post
grinder. I made a full length 954 bronze split bushing
and a 4140 shaft. The stone is held by two set screws
set 90 degrees apart. I used to true up the back of
receivers with it but it never worked well for blind hole
work. This set up is what ultimately pushed me into
up-grading to a Sunnen hone. Works great for truing
chuck jaws though. After grinding, taking it apart and
cleaning and re-installing it, I'm running .0006 run out on
a centerless ground rod.
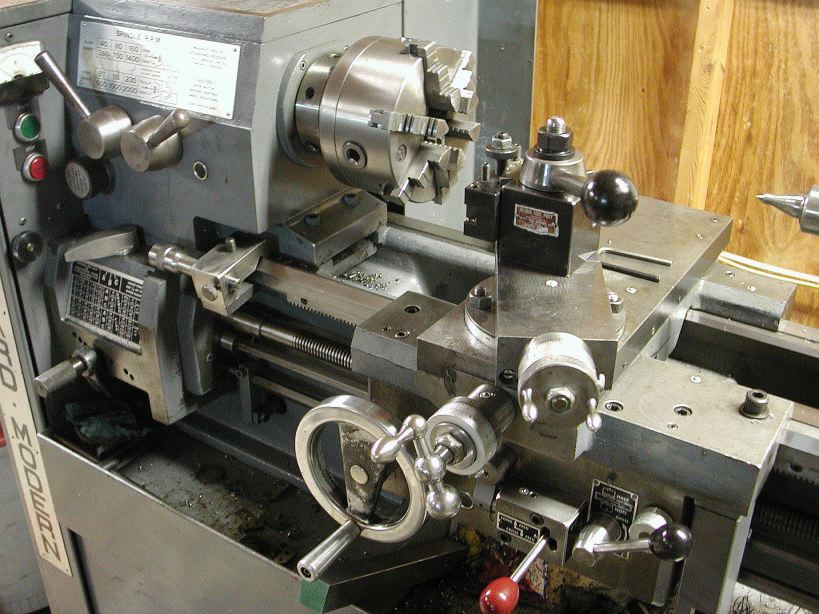
Back in service after years of neglect. The serial
number is 7144. Don't know when it was made. I
found a reference on one web page that said a 8000 serial
number was made in 1974 so it's pretty old. It says a
lot about the build quality of Standard Modern lathes.
From the looks of things when I had it apart it hasn't seen
a oil can since it left the factory. The gears in the
apron run in a oil bath and though it's not easy to see the
cross slide and apron is way way bigger than asian built
machines of similar size. No deflection of the tool
bit or cut off blade. The US and Canadian military are their
primary customers. That says a lot about the build quality
of their lathes.
Since this picture was taken I installed the leveling screws
in the base and got everything dialed in. I'm back in
business making parts again. I just finished making up
about fifteen spring kits for various rifles. Time to
start getting spring guns out the door!
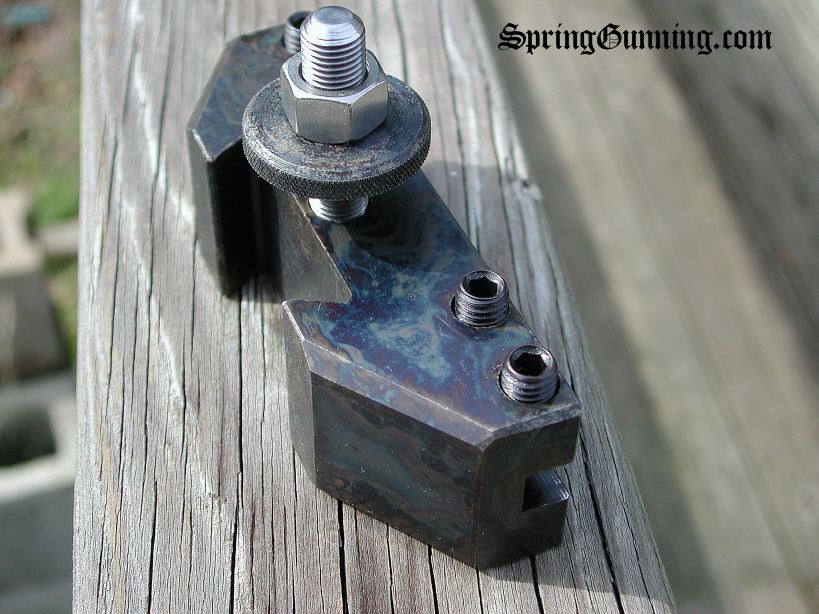
Got tired of using generic tool holders for different
size tool bits and I'm also doing some color case of some
rear peep site parts so I did a couple of tool holders to
test the waters to see how it would come out. This is the
first run of parts. I was pretty happy with this being the
first run. I didn't do much polishing this being a tool post
holder. Polished parts come out much more refined.
I've since had the bed reground and did a more complete
rebuild. Upon a complete tear down I replaced all the
seals and o-rings. There wasn't much wear on the
lathe. It only took .005 to clean the bed up.
Schmiede in Tullahoma, TN did the regrind and machined the
saddle for Turcite and scraped it in. The headstock
was pretty much on but I did have a little extra work
scraping the tailstock to alignment. If I have time
I'll do a short video on a slight upgrade to the tailstock
adjustment. I've also been able to pick up all the
accessories that were missing with the lathe originally,
including the follow rest, 5C collet closer and taper
attachment. Just haven't got around to installing it
yet :-(
Here's a link For Schmiede Corporation. Great folks to
deal with!